原帖由 htgg 于 2007-11-16 14:53 发表
哈哈哈,锋利好,前段时间没玩床,忙点小事去了。
几天上来一看,好多朋友问V25的附件和刀具,我都全推给你了,哈哈哈,你给大家说说,帮同学们早日上床,功德无量呀。
 [/img]
[/img]原帖由 htgg 于 2007-11-16 14:53 发表
哈哈哈,锋利好,前段时间没玩床,忙点小事去了。
几天上来一看,好多朋友问V25的附件和刀具,我都全推给你了,哈哈哈,你给大家说说,帮同学们早日上床,功德无量呀。
原帖由 htgg 于 2007-11-16 15:00 发表
这是锋利同学欠本论坛同学的
http://you.video.sina.com.cn/b/3383896-1285843865.html
14MM
原帖由 林大夫 于 2007-11-16 16:49 发表
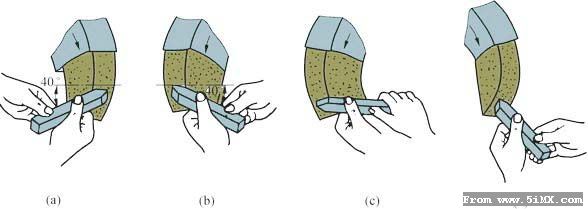
除了必要的理论知道外,说一千道一万还是要动手练,我从没摸过车床,买了c6后磨了几天车刀,自己去体会刃磨不同的车刀的车削效果
原帖由 林大夫 于 2007-11-16 23:20 发表
买头猪自己慢慢练吧
原帖由 云浮 于 2007-11-16 23:33 发表
行,练不落改做烧猪扣肉腊肉也不浪费:em15:
| 欢迎光临 5iMX.com 我爱模型 玩家论坛 ——专业遥控模型和无人机玩家论坛(玩模型就上我爱模型,创始于2003年) (http://wz.5imx.com/) | Powered by Discuz! X3.3 |
