|
我认为槽钢焊接的机架肯定比铁板用螺丝组装的机架牢固。 |
我也准备动手干了,40厚的铁板,准备开锁用螺栓固定,焊接我心虚啊! |
铁皮 发表于 2015-3-12 21:26 正在备料中,刚准备好槽钢。这段吋间搞到台手扳车,想先改好车床再搞雕刻机 |
|
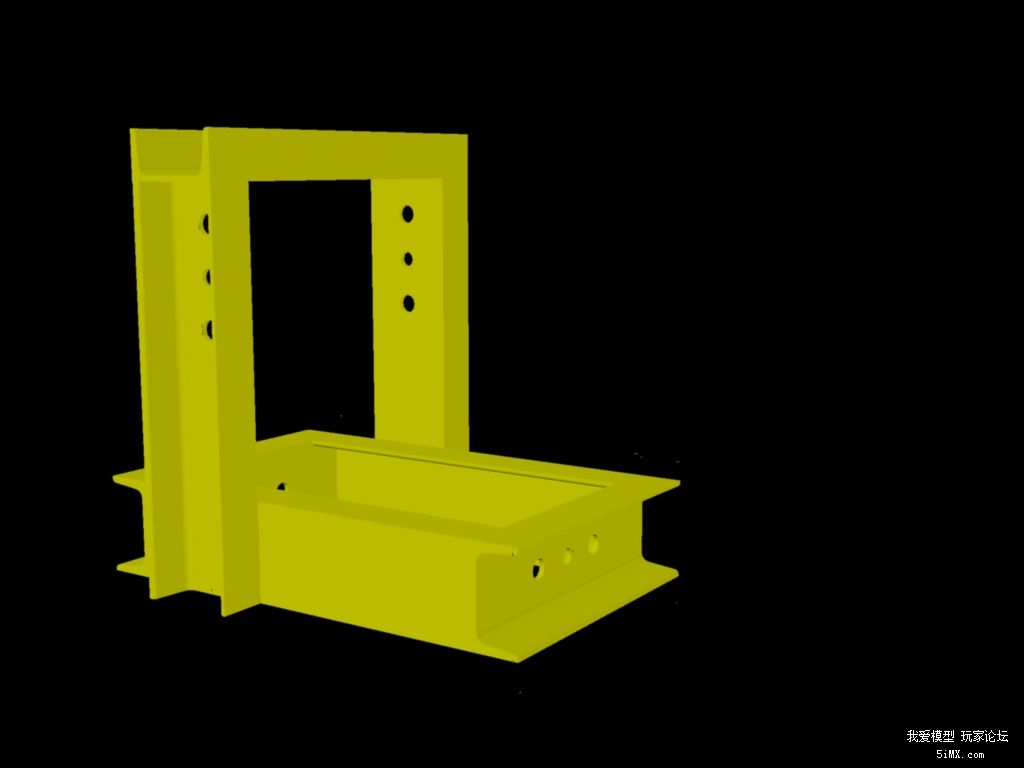
和我的槽钢机差不多 |
|
老兄,怎么不冒泡了?我架子做好了,买了400W的无刷主轴已经到货,买了一整套光轴和丝杠卖家还没发货,花了1700,还没买步进电机和驱动 |
|
别的论坛转过来的如有冒犯请原谅: [分享]消除焊接件应力的工厂方法 所谓工厂方法,就是立刻见效并且投资很小,极其具备操作性的方法。某些焊接件,完工后存在极大应力。比如,使用油压机压配合装配的工件,铸钢件,铸铁冷焊件。消除应力的方法: 1.日光暴晒!在夏天,如果产品不急于赶工,这是个最省钱的办法。头天晚上把工件拖到露天,当中午2点太阳最毒辣的时候,立刻施焊。然后让日光暴晒15天,应力得到基本消除。适用于16Mn之类的结构件和铸钢件,不过弟兄们可就太辛苦啦,需事先预备水壶若干,诸葛行军散少许???,在此先行道乏。 2.敲击!首先用高速钢(报废钻头改,但不是所有钻头都是高速钢的,事先必须查明)磨削一个尖头锤,然后敲击焊缝,标准是每平方厘米至少15点,要敲出坑,切实产生强制变形,才有效果。否则没用。弟兄们偷懒不得啊!此法适用于结构钢件。铸钢件敲击不要太狠了,铸铁件更要轻敲,但点数要增加一倍。 3.使用30度窄坡口!一般坡口都是60度,操作方便,但是焊接时间长,填充金属多,变形大,自然焊接应力就大。使用窄坡口,不仅降低成本(焊条和焊丝价格比钢板贵至少2倍),提高操作速度(弟兄们对于高效率的工艺从来都是欢迎的),而且极大地降低应力。除了薄板和特厚板,都适用。就是对弟兄们的操作技能提出更高要求。只要抓住一条,焊枪摆动时,坡口两端要停留时间足够(其实不超过0.3秒),看到坡口边缘已经熔化并且液态金属产生波纹才向另一侧摆动,就不会产生未熔合。焊道层间打磨时要把熔渣除尽,X光检测保证条条焊缝都是I级片,一个缺陷都不会有。接头要采用冷接法,事先把接头磨削成斜坡状,又美观质量又好。 4.强制加热!如果构件能够预热,后热,应力都能减小。但是,一个拳头大的铸铁件用507焊条热焊都要两把气割枪加热,稍微大一点的铸件就无法有效加热,也就不能用507焊条热焊,而冷焊应力是比较大的。怎么办?作一个10孔加热头就行了。就像猪八戒那个耙子一样。用20号气焊枪一把,其实气割枪火力更大,别用气割枪啊!回火爆炸了不负责啊!把喷嘴取下,用紫铜棒加工一个10孔加热头,图纸回头我上传过来,现在在王霸里边,然后对要焊接的铸件加热,火焰厉害得多!此法适用于铸铁,铸钢件。 |
|
我全用螺栓连接又可以微调又没有变形 |
|
看比例,龙门是不是太高了呀? |
|
我在厂里用槽钢焊过架子,都是些很大的槽钢,焊接部位要打坡口的。这个小鸡鸡,可以先用电焊点住一些关键位置,再逐步对称进行焊接,切忌从一边焊到另一边,变形肯定会大,要边焊接边矫正,可以用铁锤敲击或者在地上敦击把变形矫正回来。另外,焊接前有条件的话对槽钢进行预热也可以有效减小变形。 |
|
焊接变形如何处理?没有足够大的设备不好处理内部应力的。 |
|
结构越复杂越显槽钢优势 |
|
焊接好后用火烧一下自然冷却就好 |
|
我的架子做好了,长600宽400高500,你的进度呢 |
|
我就想借用你的结构了,主要是我这只有槽钢和角钢 |
|
焊接好还是螺栓连接好?? |
|
考虑好调整,别弄死的不好调整,槽钢焊接变形大 |
 /2
/2 
 收藏
收藏
