|
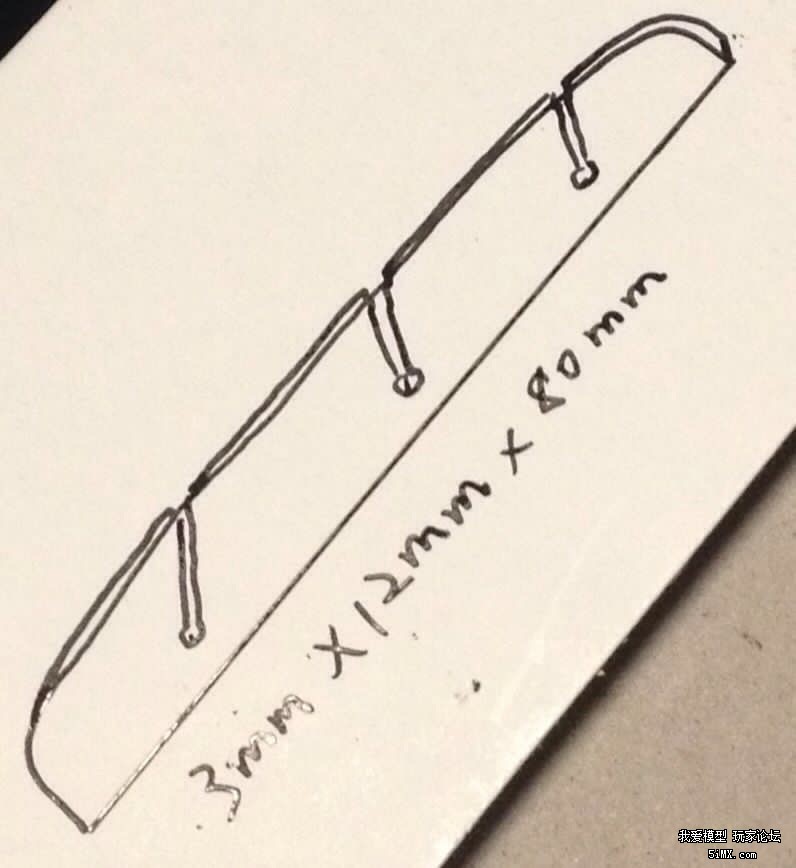
不知道楼主这个工件是做什么用的,右边那个斜槽说实话从结构设计上来说是不建议的,可以考虑更改设计,或者替代方案!!!当然,如果楼主非要这个结构,可以设计专用夹具,然后慢慢加工!! |
本帖最后由 DreamonII 于 2015-9-14 18:44 编辑 夭夭 发表于 2015-9-14 14:32 线切割确实可以,从LZ的图上看. 只标出了外形尺寸,没标公差, 也没标具体的开缝角度,小也直径,小孔位置,圆弧半径,角度,... 这个零件如果公差有严格要求,线切割也费劲, 快走丝没有光洁度,慢走丝费用不便宜, 如果尺寸要求不很高,那么工艺其实无所谓, 分工序加工时夹具是比较容易制作的, 因为起码直边是可以确定的,长度也可以先加工好. 达标后再夹到特制夹具(主要是帮助定位一下角度和开缝位置) 夹具说得有点严重,其实就是铣一个小定位铁片, 这个(或3个)定位片线切割也行, 既然LZ说过他手工加工的都能用,"只是太慢太费力", 那么盘铣刀开缝的精度一定能满足他的要求, 起码不比一般钳工锯得差吧. 还有,淘宝上激光切不锈钢的有一大堆, 我们做机箱下料都用激光切 3mm也不算什么太厚的料, 从成本上看,比线切割便宜. 适合中小批量加工. 当然,精度是不是符合要求, 还要等LZ说明用途,公差,粗糙度之类的再说了... 现在加工手段非常多, 只要出钱没有做不了的东西. 用哪种靠谱还是LZ自己参考大家的意见去调查好价格精度加工时间之类的以后自己决定, 我们只是帮忙出出主意, 即不图工钱也不图答谢, 这个话题的讨论我不再回应了, 忙自己的事去了. 祝LZ加工顺利. |
|
若是你这零件只是DIY的,而且你周边也找不到线切割,可以某宝上去找线切割外加工。 |
DreamonII 发表于 2015-9-14 12:11 不同人,工艺是不同的,这里的工艺指加工程序及方法。工装夹具对你而言,因该是必须的,做工装基本就需要线切割加工.顺便说一句:线切割现在是除:钻床、车床、铣床、磨床外基本可以称为第五大类已普级级别的机械设备。 "开槽前先钻出槽终占的小孔."看来这零件公差要求并不高,因为那是个圆弧底而非倾角、或直角的“底部” “这种最好做个专用的夹具, 以免每次重新装夹影响加工效率.”夹具不仅可以提高工效,更主要的是能使加工出来 的零件符合要。 不是打击你,若这是DIY某个零件,能装上就好用的话,那是无所谓,若是某产品上的配件,那楼上还是放弃吧。 原因很简单:若是产品,必然有公差要求,那怕是自由公差也是有范围的,而你这种方式,肯定不会达标。 |
|
本帖最后由 DreamonII 于 2015-9-14 12:12 编辑 哦... 我以为中间的槽两头都不开放. 这样的工件应该可以铣. 单件可以钳工人力加工, 小批量试试用仿形铣弧, 锯片铣刀开槽. 开槽前先钻出槽终占的小孔. 这种最好做个专用的夹具, 以免每次重新装夹影响加工效率. 分几道工序完成. 一次加工个十几到几十件, |
夭夭 发表于 2015-9-13 23:40 谢谢兄弟不断指点我。 我主要是想找小型的,可切割这一小块玩意儿的机器,能够省力DIY,尽量自己都搞掂。 |
|
本帖最后由 夭夭 于 2015-9-13 23:54 编辑 线切割是---------还是请你查下百度吧,嘿嘿。真有你的。 看来兄弟你不是干机械这行的。 线切割是用一根钼丝,垂直与工件,只要是CAD这类软件能画出来 的图形,再复杂,也能割出其形来,是一种设备,钼丝只有18丝粗。可以割出非常精准的形状,水平好的人,能控制2丝之内。甚至是零位。常用于模具制造及小批量样品生产。 90年代开始,线切割机开始在各地慢慢普级,可以说只要有机械加工行业存在的地方,基本就会有这种设备存在,不知你在那个地区,就我所在地,中小城市,起码有几百家对外营业的这个小店。 更多解说,自己查吧。 |
夭夭 发表于 2015-9-13 22:16 请教线切割是用什么工具来割,我之前用手锯,锯得实在太辛苦。 |
|
嘿嘿,大致能胜任的关键是----------就要看你零件那弧形的公差等要求了。 你要是决定如此做,给个建议:线切割一个样板,以便锉修时对照. |
|
在我想象中单凭钻铣床也大致能胜任: 十字滑台,夹片夹住,采用2mm钻铣头从原材料中铣出,再移动X Y轴做大致铣边,再用1mm的钻铣头开斜槽。 最后用手工小锉修一下,不知这样行得通不? |
|
本帖最后由 夭夭 于 2015-9-13 19:00 编辑 不同设备起不同的作用,号称万能铣的铣床也加工不出10001种要求来。我虽不是车铣出身,但也搞过一些加工工艺。以上希望对你有帮助。 你说是小数量多品种,但意思因该是差不多,以后希望有这样的问题最好还是上图。 |
剑舞百川 发表于 2015-9-13 16:43 如下图:左边还是右边那种? 左边这种基本无难度,右边这种光压板是不够的。 非正弧形普通钻洗床是肯定铣不出来的,原先没数控时代单件可能是老师付先笔在未铣的工件上划出要铣的那条线双手同时摇手柄,但这总方法普通人都难以铣出一条光滑的曲线来,更不用说你那个是有要求的。除以上方法外,那就是用仿形铣去铣,不过现在数控当道,这种仿形铣已经不多见了。 |
1.jpg (15.16 KB, 下载次数: 166)

|
问题是非正弧形的边怎样铣。 |
|
又搞懂了点:用压板即可压住工件,解决了小工件与钻铣头工作接触面的问题。 |
|
谢谢楼上各位前辈的指点,因为每个件均有细微不同,所以不能批量制作。 现在主要问题是有没有一种夹具既可将工件横着夹,而且夹具较薄利于钻铣头工作?市面上的可倾90度的夹具都是旋紧把手朝上的。 |
|
本帖最后由 夭夭 于 2015-9-13 13:16 编辑 最省心的是:上加工中心(数量不多的话) 量大的话贴出图纸及注明产品要求 |
|
1mm直接用电火花打穿,圆弧可以用旋转工作台 |
 /1
/1 
 收藏
收藏

