TDDSD 发表于 2021-9-21 14:09 谢谢支持!我的床子已经搞出来了,详见我的另外一篇帖子 |
欢迎继续阅读楼主其他信息
TDDSD 发表于 2021-9-21 14:54 但是这有一个问题啊,我是拿来做车床主轴的。车床主轴工作的时候受轴向力的时候更多,用深沟球轴承我就怕寿命太短。目前看来这个主轴还不错,换轴承的话再把轴颈弄坏了就得不偿失了 |
|
雕刻机那个铝主轴座和深沟轴承 挺搭配的 好像西马特c2全铁的机器用的也是深沟 不过轴承最容易折腾,搞个p5p4比较有成就感,已经攒了一些了。 |
TDDSD 发表于 2021-9-21 14:09 床身和尾座我已经搞出来了,现在就差一个主轴,主轴抱箍我是买的现成的雕刻机主轴抱箍。本着能自己造就不买的原则,我打算先将就着用这个主轴车一个专用拆卸工装然后再拆掉轴承。我现在怕的是拆的时候把轴承座或者轴颈拉伤了这个基本就等于是白费了 |
| 缺啥买啥。主轴要安装还要个主轴座床头箱,床身。。。好长的路,一步步走 |
| 查了一些资料,我打算还是把轴承换掉。这个主轴用的是深沟球轴承,但是车床主轴通常要承受比较大的轴向力,所以我打算换成 前P5级32907 后P0级32907.但是这里有一个问题,这个主轴的轴承是背对背安装的,我又没有拉马,外圈应该怎么拆呢? |
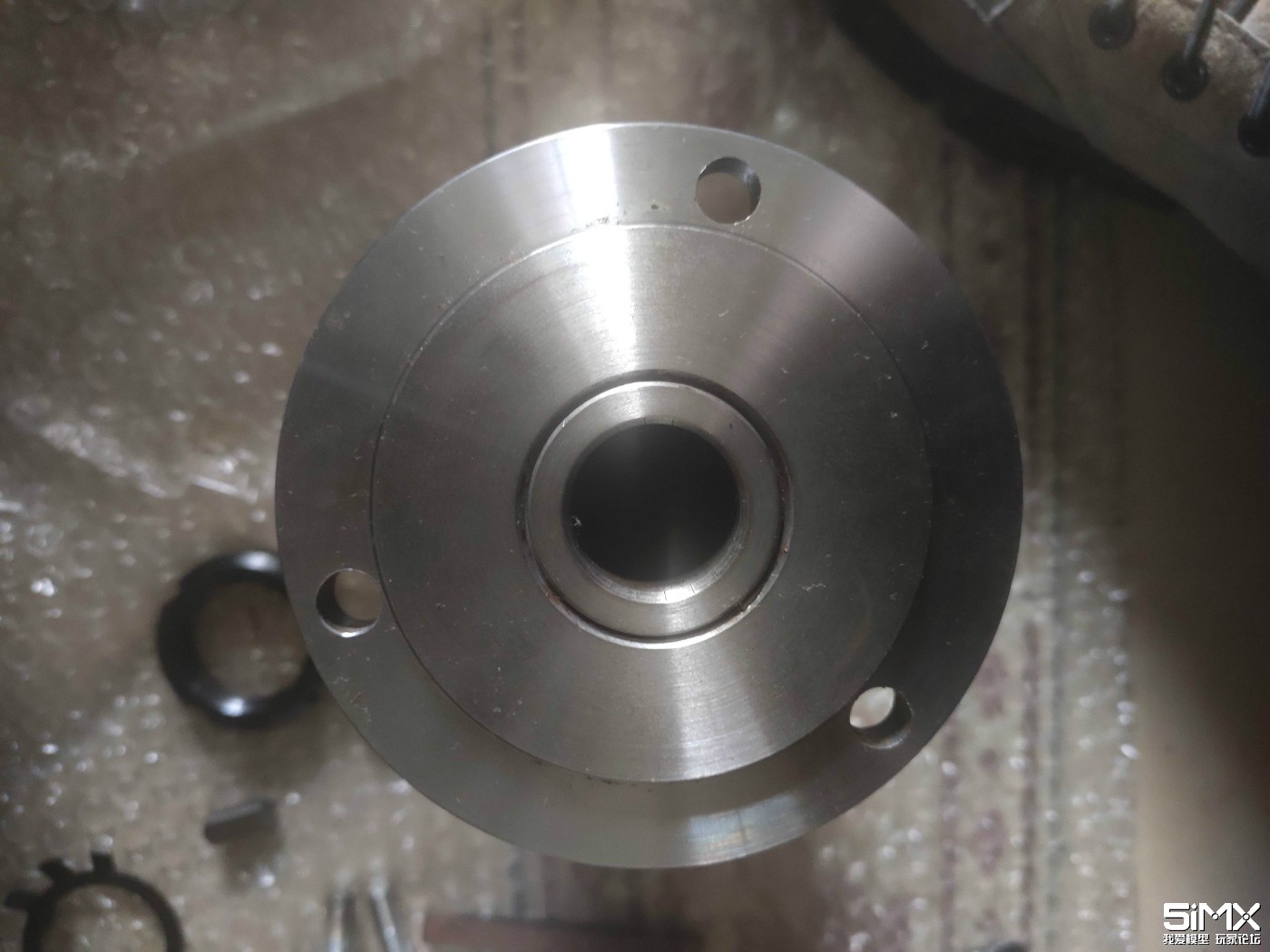
| 图片可见刀纹(表面粗糙度“花6”-花7),说明加工面不适合做精度测量。机床主轴测量精度是选择在精磨部位的,老的标准起码选在“花十”以上部位打表。 |
 法兰攻过车一过就跳动小呀 法兰攻过车一过就跳动小呀 |
| 光看看不出来。链接也打不开。直接上链接好像也违规。 |
| 从外观看,应该不错,加工主轴不是难事。 |
|
https://web.kandian.qq.com/tpl/sharePage?kandianshare.html5.qq.com=1&_bid=4563&pgyid=2008&rowkey=4786144ad31082bw&iid=MzU0NTIxMzY1&sourcefrom=6(建议用手机打开) |
 /1
/1 
 收藏
收藏


