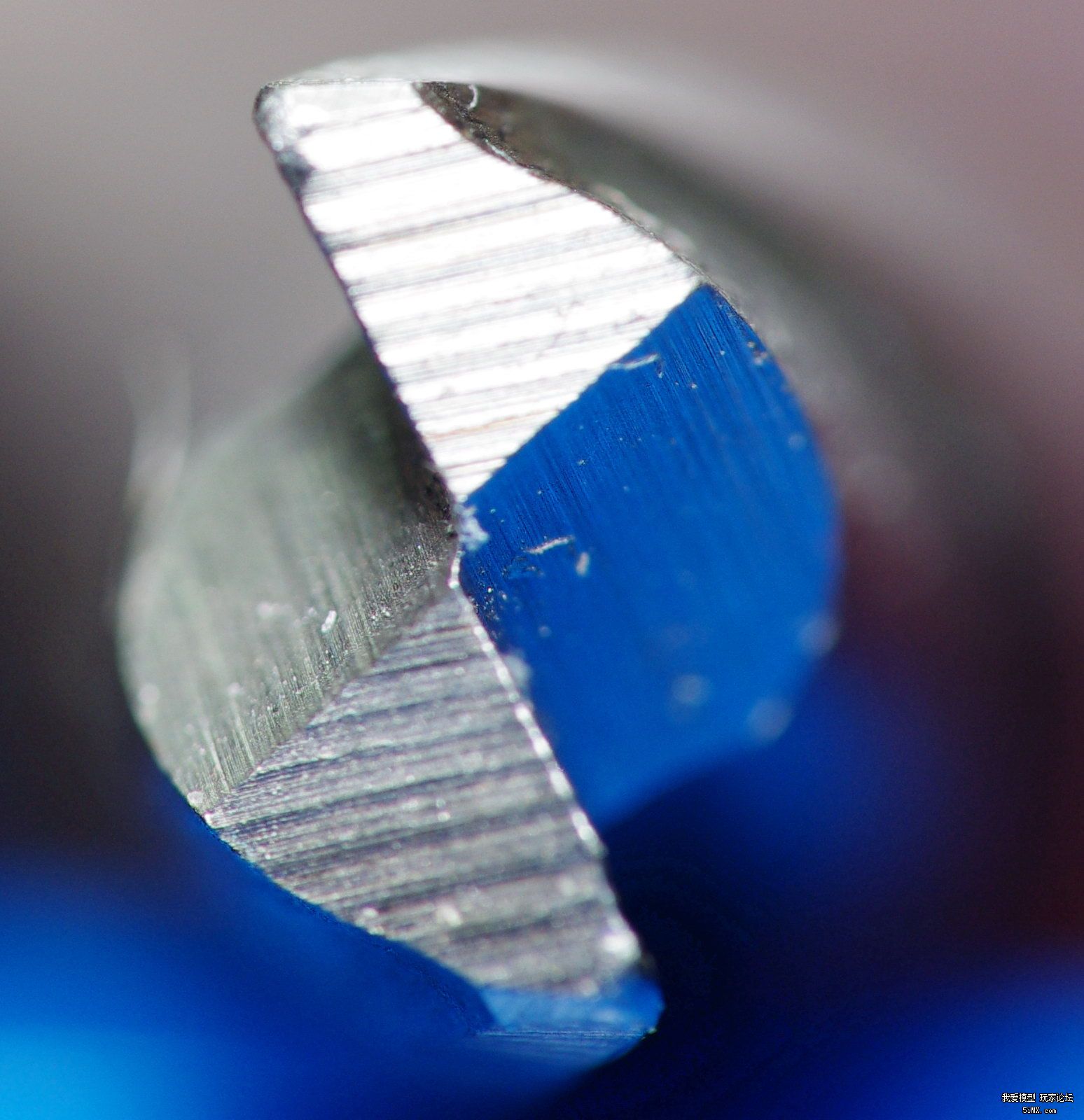
智明和尚 发表于 2013-1-15 11:03 dc拍不出这个比率的放大倍数 我这个算过,按照aps-c的底片尺寸 我这个实际放大倍数超过了1:1 也就是说6mm的铣刀头 实际在底片cmos上成像超过了6mm 这样的话,再放大看,就很惊人了。 |
瞎折腾 发表于 2013-1-1 17:35 速度不高的 也真的就是400来转 而且那把6mm三刃的刀,根本就没切几下 上去就叽叽叫, 然后刀就圆了 所以还是工件太硬,刀太软 我之前遇到过类似的问题 用了一片老的锯片铣刀,W18的 切不锈钢很好, 后来买了一些西南的锯片 切同一批不锈钢 根本切不动 用西湖的7025,机器都振 我还以为锯片上去都这样 后来换回那片旧的W18 发现比新的西南锯片还好用。 不过你说的对,我用机械工具的确是新手 嘿嘿 |
| 见到真正的老货就多买点,得备实弹,对自己的钱就得狠点。 |
| 用装夹铣刀 开粗 用涂层铣刀或白钢刀精加工 应该没问题 |
| 尼康也有微距离拍摄最小4cm,需要灯光配合感觉,没拍过,一个老的数码相机,板锉能动的话,你转速调低一些试试呢?还有相同材料的话可以试试! |
|
微距拍的确实牛x ,怎么拍的?反接? 至于刀吗 怀疑你是不是用的转速太高了,一般普通铣刀用3 4百转就可以了,高了肯定出现这个效果 得出 结论用相机比用JJ厉害 其他JJ就不知道了,  |
|
学习了,改天也找时间式式。。。。 |
anquan_lb 发表于 2012-12-31 13:35 哈哈 终于有人问起了这个就是用普通的镜头反接拍的 宾得的70+50mm镜头就可以了 呵呵 |
win_win 发表于 2012-12-31 13:29 这个刀架很特别 很硬 表面精磨过 原来180v的那个小刀架 软得跟泥似的 螺丝拧紧点都压出痕来 |
|
图片是怎么拍的,看看设备,学习一下...... |
tjsheep 发表于 2012-12-30 19:57 用白钢刀干刀架??不是刀的错,是你的错。  我估计刀架硬度起码在50以上,一般白钢刀我只干原料钢。 我估计刀架硬度起码在50以上,一般白钢刀我只干原料钢。 |
十八日 发表于 2012-12-30 23:41 单独开贴, 那就放到无忌上去骚包了, 哈哈 |
tjsheep 发表于 2012-12-30 22:41 你单开个贴,我照死了夸你 |
| 哈哈,怎么没人夸我的超清晰微距啊。。。 |
| 没办法啊!现在我去买角钢先得问一句能打眼么!!!好多角钢只能用电焊捅的!! |
tjsheep 发表于 2012-12-30 20:39 你先用锉刀 锉一下 看看打滑吗? 试试 我想不一定是你刀子买的质量不好的原因 材料太硬也有可能啊 |
| 学习了。。 |
ydnline 发表于 2012-12-30 13:46 我用数控刀片车10号钢0.7mm厚的薄壁件,车外园居然只能车50个零件。60m/分,F50,乳化液,不知道哪里出问题了。 |
| 你加工的什么材料啊 有没有调质过了 而你不知道呢 |
 /2
/2 
 收藏
收藏

