在铣床上铣工件出现打刀的原因有:
1.低转速大吃深快走刀 解决方法 根据自用机床刚性振动及刀具情况适当提高(或者降低)
主轴转速、减小吃深和走刀量。
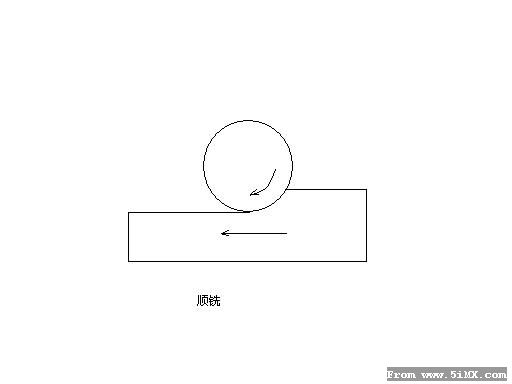
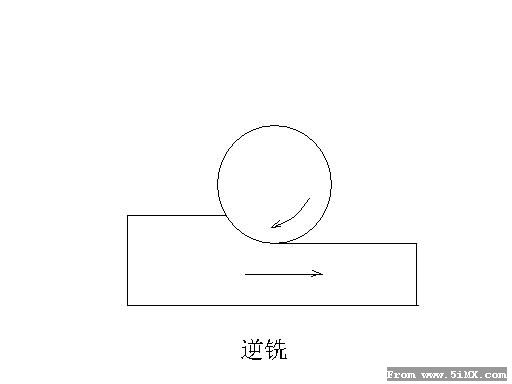
2.不恰当使用顺铣 解决方法 在开始吃刀和快铣到边沿时尽量避免使用顺铣,
此时顺铣最容易打刀。
3.铣刀热处理缺陷 解决方法 买老牌厂家生产的铣刀刀具。
4.工 件 松 动 解决方法 工件边沿不平行的必须先修平。采用夹板夹固的垫高必须与工件平齐。
5.机床 刚性 不足 解决方法 根据自用机床刚性振动情况减少进深和走刀速度。
6.各传动配合间隙过大 解决方法 检查调整松紧和更换磨损件。
7.被切削材料容易粘刀 解决方法 增加冷却润滑液及时清理刀瘤。
8.工件有突硬体 等等 解决方法 一般时未经过热处理退火的铸件有此情况。
铣床的切削力特性比车床复杂得多,任何一个环节出现异常都可能造成蹦刀。在玩铣床未特别熟练时采用逆铣走刀方式较稳当些。因为床子小,各位老大都说了,还是悠着点使用为好。
[ 本帖最后由 云浮 于 2006-11-23 22:30 编辑 ] |



 /2
/2 


 发表于 2006-11-23 21:27
发表于 2006-11-23 21:27
 楼主
楼主