先上一张适合所有电焊机的原理图。
初级电压:次级电压=初级圈数:次级圈数
220:2=220圈:2圈=440圈:4圈=........:em15: :em15:

再给一个铁心功率的计算公式W=1.11×Qo×Qc×Kc×Ko×i×Gs/10000
式中:
W :变压器初级功率【既常说的焊机功率】,单位W.
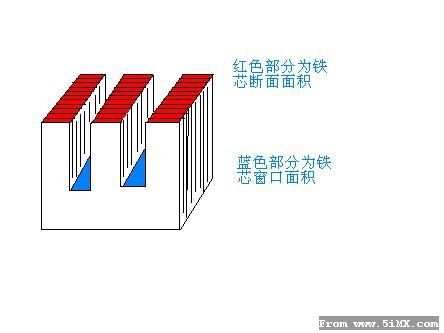
Qo :铁芯窗口面积,单位平方厘米
Qc :铁芯断面面积,单位平方厘米
Kc :铁芯叠片系数,一般可取0.92
Ko :铁芯窗口利用系数,环变可取0.3
i :绕组电流密度,单位A/mm2
Gs :铁芯磁通密度,单位高斯,可以估设为10000
假设点焊机功率为1000W,绕组电流密度设为5A/mm2
则公式可简化为:
Qo×Qc=1000/1.11×0.92×0.3×5
旧变压器的拆卸
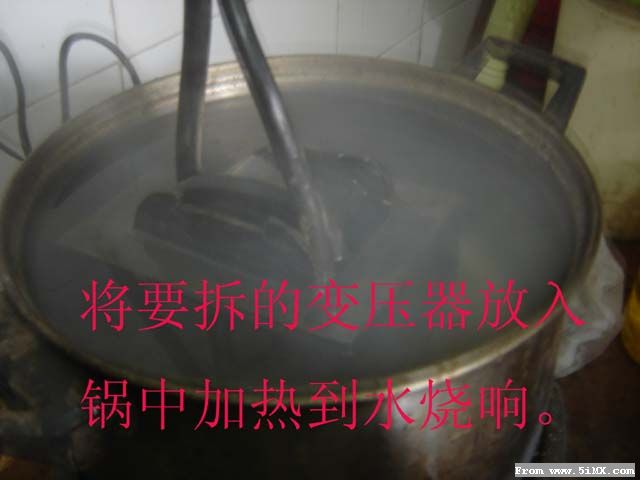

将初级漆包线紧密地绕在线盒上,60度烘烤后浸绝缘漆并包上绝缘材料。

将铜管【或者其他次级材料如焊把线等】绕在干燥后的初级线圈上作为次级。
在绕制铜管时,管内请灌满干燥的细沙,并预埋细钢丝以有利后期的除沙工作。

在插入硅钢片后,请务必保证铜管与铁心之间的有效绝缘。


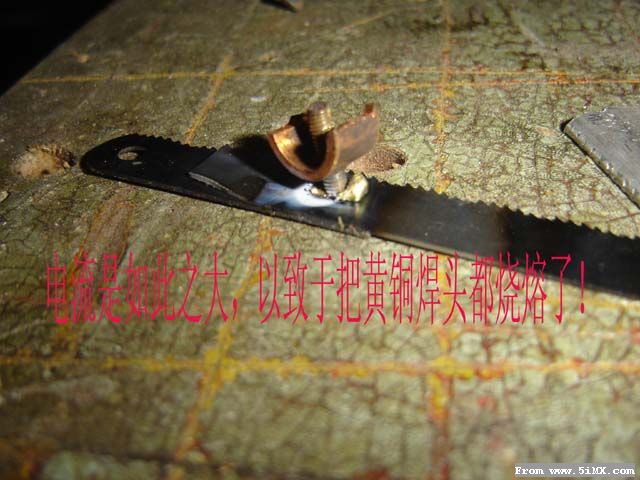
组装后

试焊了一下,强大的电流竟然将黄铜焊头烧熔了,动焊头是旧冰箱的铜管【俗称红铜熔点1080度】而毫发无损。
 |



 /1
/1 



 发表于 2008-3-15 22:24
发表于 2008-3-15 22:24

 收藏
收藏 楼主
楼主
