
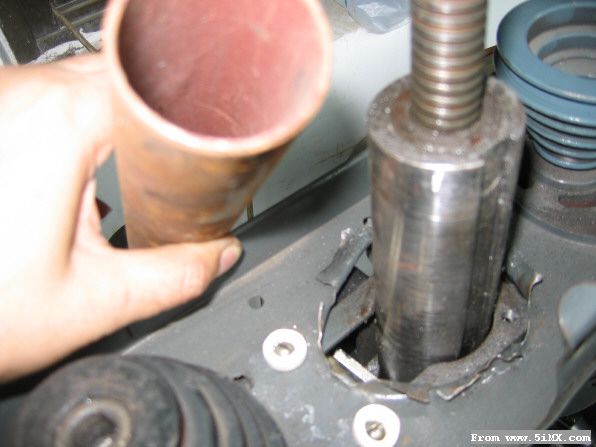
在一次进刀很深的钢管铣东西时,把Z轴打弯了,卸下Z轴发现他的轴径只有12mm,根本不能做铣床使用,没办法只好重新车一根,车的时候考虑把主轴前面的直径加粗到15mm.,理由是加粗到15mm有现成的轴针配,内径15mm,外径和原来一样的大小,所以Z轴的外套不必改动.
但也有缺点,轴针的内壁薄一些,强度没有原来的好,但是我试了用还是可以的,即使轴针坏了也要比Z轴弯了要好些,容易更换.

自己车一根Z轴麻烦比较大(对于初学者来说,其实我也是初学者),在车制时,尺寸就和旧轴一样,只是前面与15mm的轴针匹配,后面的轴针14.95mm,在原先放后面的这个轴针,还是用12mm的,以后就按照旧轴针完全一样制作.
主要难度是车制锥度,我车制时,先测量旧轴的上下的直径,然后从大端测起,留有0.5mm的余量,往小端测量出大概的斜度,到小端也留有0.5mm的余量,然后将Z轴取下来,装到钻床上,将锥头涂满粉笔灰,用钻夹头套上去,来回摩擦,发现有摩的痕迹的地方,就按图上的方法,将夹在十字钳上的车刀,横轴对准Z轴锥度的中心,拉动纵轴,使刀锋接触被粉笔灰摩去的地方,来回这样反复车几次,直至钻夹头能套到位,和Z轴来回摩擦时,粉笔灰面积越大越好,这样,Z轴的车制就完成了.工作一定要细心,每次进刀不能太深,多来回几次,效果要好些.

我将Z轴上上去时,看了它卡的比较紧,就没有采取其他措施,就马上进行深铣,进刀有7个mm多,谁知道铣床产生了一个向下拉的力,结果越铣越深,将10mm的钢管铣了个对穿眼,对于铣床的Z轴不仅仅有前后左右的横力,而且由于铣刀是一个螺旋型的刀口,还会产生一个向下拉的力,进刀越深,向下拉的力就越大,所以Z轴也要克服向下拉的力.
在浅铣时,如进刀量为1mm,它既有向下拉的力,又有向上顶的力,如果Z轴有向上或向下的间隙的话,就会产生剧烈的震动,以前的钻床只是用一个钢卡环,不能保证上下的无缝配合,铣出来的东西,凹凸不平非常难看,所以对铣床的Z轴进行上下抖动的改造,配合必须紧密.

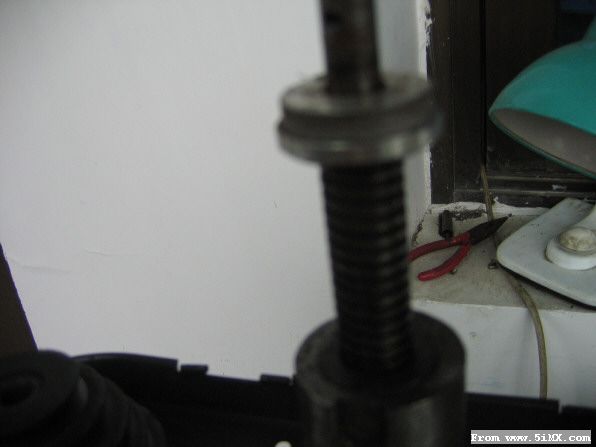
将放12mm轴针的上端攻上一个反丝,丝距为1.25mm,按图上车制2个反死螺帽,丝距与Z轴的丝相同

套到钻床的外套上面装好,将大一点的螺帽旋进去,调到紧度适合,不能太紧也不能太松,再把第二个小一点的螺帽上上去,一定要旋紧,再上到钻床上去,这样Z轴的改造就基本完成了.

试一试,图片上的进刀深度为5mm, 8mm的铣刀,转速是倒数第二档,在钢管上非常轻盈的铣了一条槽,机床没有什么抖动,只听到XXX的切削声,我听到这个声音非常高兴.
大家给我鼓励我就继续
[ 本帖最后由 wsllm 于 2006-7-4 08:56 编辑 ] |



 /1
/1 



 发表于 2006-6-25 13:29
发表于 2006-6-25 13:29




 收藏
收藏 楼主
楼主








