|
|
原帖由 蒋腾云 于 2007-11-23 16:32 发表 
精度不可能为0.01mm!要怎么简单就能提高机床精度!搞改装的就早饿死了!
欢迎共同探讨:loveliness:
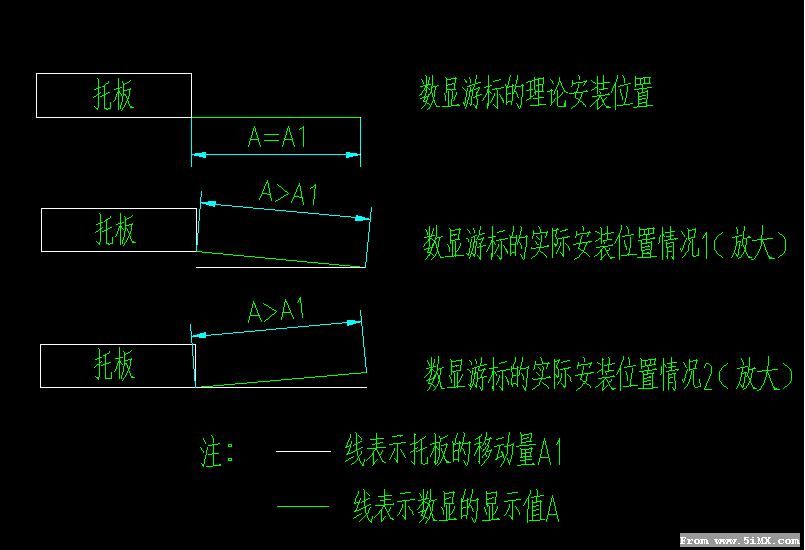
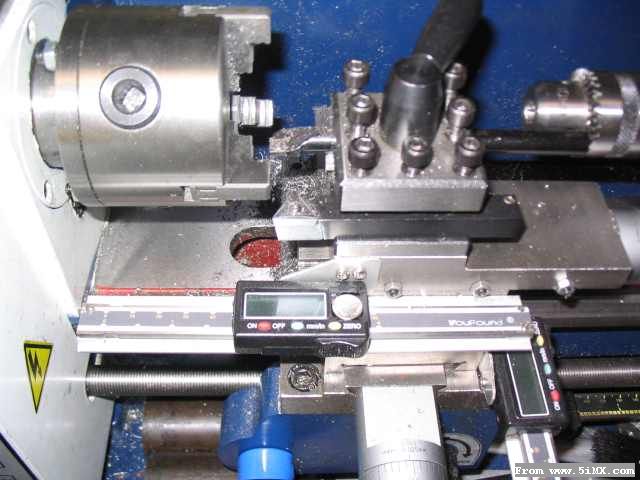
如果按照你图示这么安装的话,游标卡尺是无法正常滑动的,应该属于安装不合格。(前提是安装前检验好压紧铜条的压紧力,做到滑动时感觉有阻力但可轻松滑动且尺身框量很小即可。如果安装成图上那样的话,一旦长距离移动XY平台,卡尺早就坏掉了。
另外,善于利用手头的工具比如百分表等,精确找平尺身后做到尺身精度不是问题。。比如有效行程上做到指针不跳,轻轻拧紧紧固螺丝后再次检测,一般会有少许移动,调整后完全拧紧螺丝固定尺身。
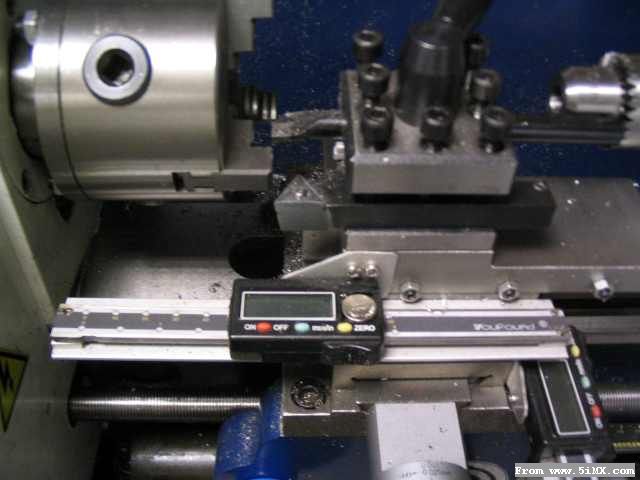
我是这样做的,也用安装完毕的尺钻了不下一百个孔,包括各种找平及精确位移钻孔,沉头孔等。
没有出现螺丝放不进去不对位的情况。
但以上讨论的也就是精确位移,真正钻孔时,钻头是会引起偏差的。工件表面的纹路等也将影响钻孔的位置精度。
这些都要考虑。进给速度也会影响孔的精确直径。
相信吗,即使同一个平台,人和人钻出来的孔都将不一样。
但满足自己的要求即可。何况已经超过预期了。
像你说的如果这么简单,改装厂都饿死了,我觉得你有点偏激。你见过哪个改装厂用数显卡尺改装的?
不美观不说,还要考虑防尘防水防油等问题,另外我安装的位置是结合卡尺考虑的,工厂会把卡尺安装到这个位置吗?
我们探讨的是技术上的可行及个人廉价解决办法。如果我是改装厂,我不会这样来改装,我将购买电子尺来安装。
即使是成品电子尺,也需要保证安装精度。
其实就跟我之前发的用减速箱做分度头一样,如果最后试验结果是不可行的,我怎么会发出来误导坛子里这么多朋友呢:em15: 。我负责的告诉你,百分之百的实现0.01精度是不可能的,因为卡尺本身也有误差!
但实现尺身精度是没有问题的!即:尺的精度是多少,就可以做到多少精度。这与机床拖扳结构及传动方式无关,好好考虑你就会明白。这也是为什么我肯花大价钱买贵的卡尺而不是便宜货的原因。
[ 本帖最后由 Scripitsky 于 2007-11-23 19:41 编辑 ] |
|



 /2
/2 


 发表于 2007-11-9 20:50
发表于 2007-11-9 20:50




 楼主
楼主
