打开手机扫一扫
欢迎继续阅读楼主其他信息
举报
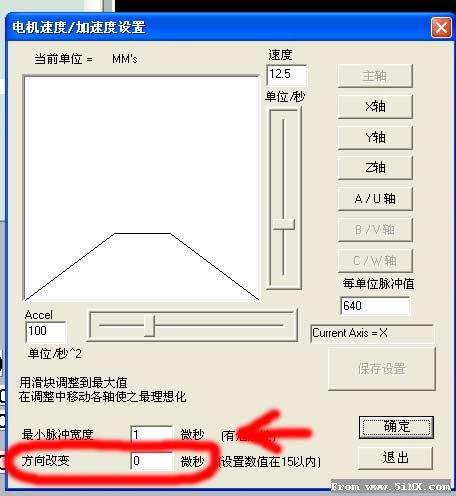
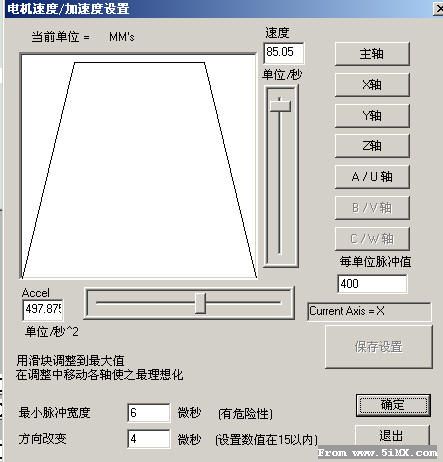
原帖由 tcaxc 于 2008-1-14 15:45 发表 感觉x轴用的光杆细了点 不知道会不会受力变形 另外 充电兄 用的好像跟我一样的驱动板 这个板有个小问题 方向信号隔离光耦导通的速度慢了 会导致电机在向其中一边换向时丢失一到二个脉冲 多次换向后会发生较大 ...
原帖由 wzsykca 于 2008-1-14 18:46 发表 吊磨跟我的一样 夹的多大的铣刀啊
原帖由 正在充电 于 2008-1-14 16:27 发表 刚刚打开MACH3看了一下,但不知道具体改哪个数据哦,还请tcaxc再指点一下!谢谢
本版积分规则 发表回复 回帖后跳转到最后一页
查看 »



 /2
/2 


 楼主
楼主 发表于 2008-1-14 15:36
发表于 2008-1-14 15:36