打开手机扫一扫
欢迎继续阅读楼主其他信息
举报
原帖由 正在充电 于 2008-1-25 10:57 AM 发表 想雕点好的看看啊,可惜没找到合适的灰度图啊!不知道哪位大哥能上传一点!
原帖由 dpcom 于 2008-1-25 12:21 发表 你雕的是亚克力板吗···· 我在雕亚克力的时候遇到一个问题!!走动不到1CM就粘刀了雕不下去了。不知道是用刀或速度问题?你的刀是怎么样的呢·能上个图看看吗
原帖由 RENAULT 于 2008-1-25 12:34 PM 发表 雕亚克力用单刃直铣刀比较好一点吧,进给快点,吃刀量小点会比较点吧
原帖由 正在充电 于 2008-1-25 12:37 PM 发表 压克力是容易粘刀,上面弄把刷子刷点水会好点
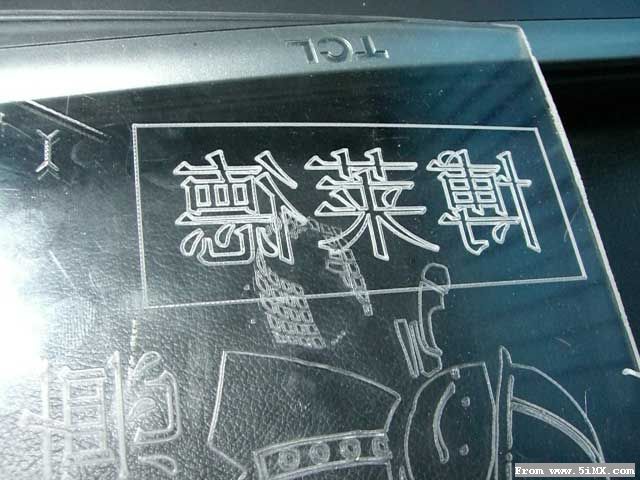
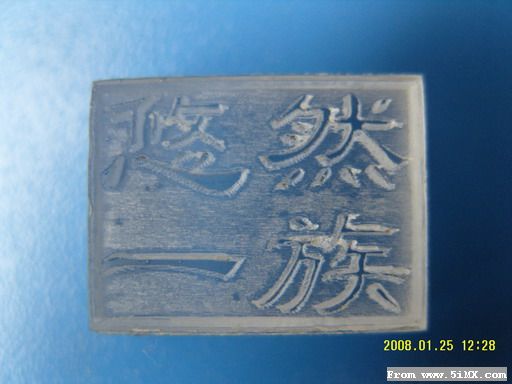
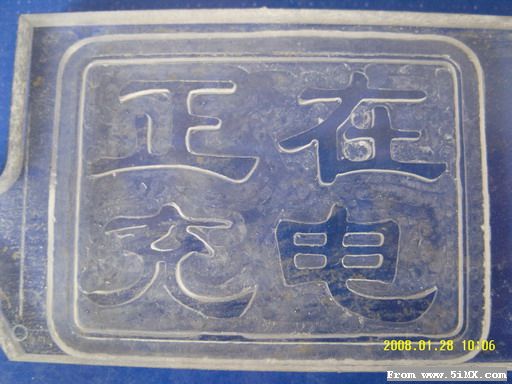
原帖由 正在充电 于 2008-1-25 12:37 发表 林大夫的作品应该是造型后用铣边的方法铣出来的吧,看起来很干净,很清爽。我这个是直接雕的BMP图像,看起来文字的边角就不是很光滑了。压克力很脆,速度快了很容易把边角弄碎掉。 吃压克力是容易粘刀,上面弄把 ...
原帖由 林大夫 于 2008-1-25 21:16 发表 雕文字之类的,文泰比较简单,刀路也相对合理
原帖由 林大夫 于 2008-1-25 21:54 发表 文泰几乎不用学,软件界面十分简陋,使用方法和word差不多
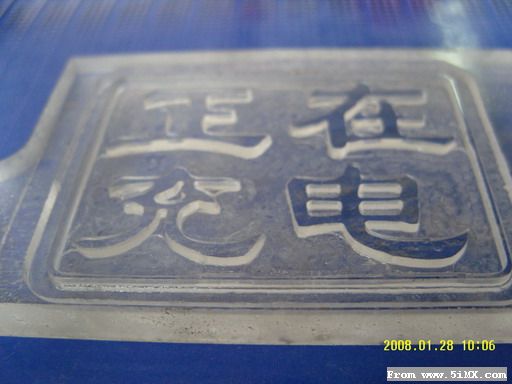
原帖由 shj41 于 2008-1-28 11:30 发表 昨天加工的那个废了又加工了一个啊
本版积分规则 发表回复 回帖后跳转到最后一页
查看 »









 /2
/2 


 楼主
楼主 发表于 2008-1-25 12:21
发表于 2008-1-25 12:21