5iMX宗旨:
分享遥控模型兴趣爱好
航模爱好趣无穷,正确操纵是关键。莫把器材当玩具,忽视安全悔一生。
新手好问勤练习,远离人群勿炫耀。天下模友一家人,共建美好新生活。
车贴申请
|公众号与手机端
|帮助
|
积分说明
|
求助
请
登录
后使用快捷导航
没有帐号?
我要加入
手机用户
登录
商城
论坛
收藏
打开手机扫一扫
快捷导航
首页
视频/图赏
新手课堂
5iMX社区
新闻 | 观点
5iMX评测室
5i上头条
【搜索】
5iMX.com 我爱模型 玩家论坛 ——专业遥控模型和无人机玩家论坛(玩模型就上我爱模型,创始于2003年)
»
5iMX社区
›
航模基础知识、电子设备、发动机及周边【技术专栏】
›
模型大工具与DIY机械栏目
›
我的机机铝板铣加工
1
2
/ 2 页
下一页
返回列表
查看:
2884
|
回复:
24
我的机机铝板铣加工
[复制链接]
longdiao
longdiao
当前离线
积分
132
电梯直达
楼主
发表于 2011-2-19 14:05
|
只看该作者
|
倒序浏览
|
阅读模式
大家好,很少上论坛,
呵呵,今天客户来提货,用厚铝板来加工了一下
先上点视频吧一起分享
视频
http://v.youku.com/v_show/id_XMjQ0OTUyNjA0.html
http://v.youku.com/v_show/id_XMjQ0OTU0OTI0.html
http://v.youku.com/v_show/id_XMjQ0OTU0MDEy.html
http://v.youku.com/v_show/id_XMjQ0OTUyNjA0.html
晚点在上传深加工铝板的图片
欢迎继续阅读楼主其他信息
主题
龙雕江湖的数控车床来点视频吧
2011-06-24
刚刚拍的4轴雕刻机电气测试视频
2011-03-17
我的机机铝板铣加工
2011-02-19
没有相关信息
没有相关信息
没有相关信息
收藏
0
【论坛活动大全】
回复
举报
luhuirong
luhuirong
当前离线
积分
702
沙发
发表于 2011-2-19 14:56
|
只看该作者
hai bu cuo !
【论坛帮助】
回复
举报
7KH
7KH
当前离线
积分
6054
3
楼
发表于 2011-2-19 14:57
|
只看该作者
还行呀。
本论坛上传图片、B站视频、抖音视频、附件指南
回复
举报
cpkf
cpkf
当前离线
积分
51693
4
楼
发表于 2011-2-19 15:07
|
只看该作者
lz潜藏得够深啊:em15:
本论坛上传图片、B站视频、抖音视频、附件指南
回复
举报
longdiao
longdiao
当前离线
积分
132
5
楼
楼主
|
发表于 2011-2-19 15:31
|
只看该作者
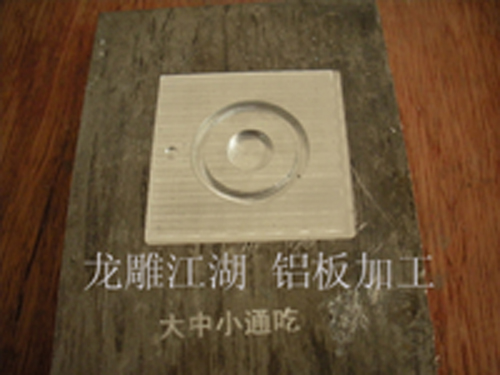
不好意思,论坛几年没有上了,一直很忙,呵呵,现在上传一下,深点加工的铝板模型
改天抽空在上传一点更深的铝板, 有空去买一块黄铜来加工。
本论坛上传图片、B站视频、抖音视频、附件指南
回复
举报
longdiao
longdiao
当前离线
积分
132
6
楼
楼主
|
发表于 2011-2-19 15:38
|
只看该作者
上张图片的加工视频
http://v.youku.com/v_show/id_XMjQ0OTgzNjgw.html
今天就这样了,装机机去了,
明天加工更硬点的东东试试,
本论坛上传图片、B站视频、抖音视频、附件指南
回复
举报
lisui
lisui
当前离线
积分
1553
7
楼
发表于 2011-2-19 15:49
|
只看该作者
没什么的:em15:
本论坛上传图片、B站视频、抖音视频、附件指南
回复
举报
爱机机
爱机机
当前离线
积分
66
8
楼
发表于 2011-2-19 15:57
|
只看该作者
好机机:em26:
本论坛上传图片、B站视频、抖音视频、附件指南
回复
举报
大白兔
大白兔
当前离线
积分
5059
9
楼
发表于 2011-2-19 16:17
|
只看该作者
38元电机能干成这样算不错了,如果用正经主轴干成这样都不好意思出来见人:em15:
本论坛上传图片、B站视频、抖音视频、附件指南
回复
举报
嘿嘿
嘿嘿
当前离线
积分
1529
10
楼
发表于 2011-2-19 16:20
|
只看该作者
不错
本论坛上传图片、B站视频、抖音视频、附件指南
回复
举报
longdiao
longdiao
当前离线
积分
132
11
楼
楼主
|
发表于 2011-2-19 16:30
|
只看该作者
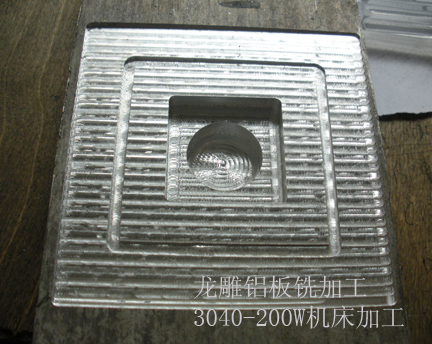
表面很光洁,无飞边毛刺,刀路很明显
本论坛上传图片、B站视频、抖音视频、附件指南
回复
举报
jtj806000158
jtj806000158
当前离线
积分
1451
12
楼
发表于 2011-2-19 17:21
|
只看该作者
多大的刀???
一刀吃多深????
本论坛上传图片、B站视频、抖音视频、附件指南
回复
举报
mig21wang
mig21wang
当前离线
积分
1699
13
楼
发表于 2011-2-19 17:54
|
只看该作者
回复 楼主 longdiao 的帖子
LZ加冷却液,真给力。我铣过1MM的铝板 吃刀0.2。没干多久轴承就废了
本论坛上传图片、B站视频、抖音视频、附件指南
回复
举报
longdiao
longdiao
当前离线
积分
132
14
楼
楼主
|
发表于 2011-2-19 18:46
|
只看该作者
呵呵没有加冷却水的, 上图的那个总深是18mm,每刀0.1mm 刀具只需要7块一把的,专加工铝的刀具,一般的刀具不能加工
本论坛上传图片、B站视频、抖音视频、附件指南
回复
举报
longdiao
longdiao
当前离线
积分
132
15
楼
楼主
|
发表于 2011-2-19 18:50
|
只看该作者
没有加冷却水,可以从视频中听的出主轴的声音和加工塑料时一样的, 不然总深18mm是加工不出来的,铣平面2mm,方槽6mm,圆槽10mm,共计18mm, 刀具用单铣刀就可以加工,主轴要用ER主轴,速度F600,进刀在0.1mm,我是这样加工的
本论坛上传图片、B站视频、抖音视频、附件指南
回复
举报
大白兔
大白兔
当前离线
积分
5059
16
楼
发表于 2011-2-19 19:02
|
只看该作者
乌鸦干过1mm,我短时间也干过1mm,后来换3mm刀就保守用到0.1-0.2,速度可以跑到1200,再快也没事,只是声音会给邻居投诉,用的单刃铣刀,加不加冷却液没区别
本论坛上传图片、B站视频、抖音视频、附件指南
回复
举报
longdiao
longdiao
当前离线
积分
132
17
楼
楼主
|
发表于 2011-2-19 20:08
|
只看该作者
图片的几个东东,刚看了加工参数, 不是F600, 是F1200,下刀0.1MM,主轴S8000。
本论坛上传图片、B站视频、抖音视频、附件指南
回复
举报
bonmot
bonmot
当前离线
积分
1905
18
楼
发表于 2011-2-19 22:22
|
只看该作者
HI 龙雕, 正在陶宝上买你的机器. 就是用来加工铝件的.
本论坛上传图片、B站视频、抖音视频、附件指南
回复
举报
猫警长
猫警长
当前离线
积分
1830
19
楼
发表于 2011-2-19 22:48
|
只看该作者
:em04:
本论坛上传图片、B站视频、抖音视频、附件指南
回复
举报
longdiao
longdiao
当前离线
积分
132
20
楼
楼主
|
发表于 2011-2-19 22:50
|
只看该作者
QQ 695360498,太晚了,您那天有空聊,注意休息
本论坛上传图片、B站视频、抖音视频、附件指南
回复
举报
1
2
/ 2 页
下一页
返回列表
高级模式
B
Color
Image
Link
Quote
Code
Smilies
您需要登录后才可以回帖
登录
|
我要加入
本版积分规则
发表回复
回帖后跳转到最后一页
关闭
【站内推荐】
/1
卡勃力特发布K5701 1/14比例4x4丝杆自卸泥头遥控工程车模型
【2024年5iMX讯】驰名海内外的大型玩具企业汇纳旗下高端模型品牌卡勃力特(KABOLITE)针对入门级工程车模型市场发布了K5701 1/14比例四轮驱动遥控工程车模型,零售价仅2980元。
查看 »
快速回复
返回顶部
返回列表



 /1
/1 



 发表于 2011-2-19 14:05
发表于 2011-2-19 14:05

 收藏
收藏 楼主
楼主